|
|
Værktøjslære formværktøj og snit & stans |

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Til top Til top
For at støbegodset kan fjernes fra formen, skal alle flader have slip i forhold til udstødsretningen, som normalt er vinkelret på skillefladen. Bevægelige kerner skal have slip i udtræksretningen, og alle kerner og indvendige flader skal større slip end udvendige flader, fordi metallets sammentrækning får godset til at klemme omkring disse formdele.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Generelt om trykstøbning
Generelt om trykstøbning
Metal legeringer |
Svind |
|
Al-Si-legering |
0,5 til 0,7% |
Metal legeringer |
Slip udv. |
Slip kerner |
|
Aluminiums legeringer |
0,5 til 1,0º |
0,8 til 1,5º |
Til top
 Udvendige flader
Udvendige flader
Gods med modslip i den udvendige form, kan kun støbes ved hjælp af bevægelige sidekerner, hvilket fordyrer formen en del. Man kan udngå dette ved at konturlinier føres frem til skillefladen.
|
På den anden side må man undgå for store godstykkelser, og dette medfører, at trykstøbegods ofte må afstives med ribber, som helst anbringes udvendig på støbegodset, hvor varmeafledningen i formen er bedst. Ribbehøjden må ikke overstige 4 - 5 gange godstykkelsen, lige som ribbens tykkelse ikke må overskrides. (Se skitsen) Formteknisk er en ribbekonstruktion ofte gunstigere end en lukket, kasseformet konstruktion, som kan kræve bevægelige sidekerner. (Se skitser nedenfor.) |
 |
 |
 |
Til top
Kerner
Mange emner kan støbes uden kerner, huller der går parallelt udkastningsretningen, kan dannes ved hjælp af faste kerner, som fremstilles seperat og monteres i formen.
Mindste diameter d |
||||
| Materiale | Messing | Aluminium- legeringer |
Magnesium- legeringer |
Zink- legeringer |
| Kokilestøbning Trykstøbning |
|
|
|
|
Største huldybde (kokilestøbning) |
||||
| Kokilestøbning d = 6 - 9 mm d = 9 - 16 mm d over 16 mm |
|
|
|
|
Største huldybde (Trykstøbning) |
||||
| Lukkede huller Trykstøbning d under 5 mm d over 5 mm Gennemgående huller d under 5 mm d over 5 mm |
|
|
|
|
Til top
Udkastere
I formværktøjer kan metallet ikke frit trække sig sammen omkring kerner og fremspringende formpartier, og støbegodset vil bide sig mere eller mindre fast i værktøjet. Det støbte emne frigøres fra værktøjet ved hjælp af udkastere, som aktiveres når formen er åbnet. Omkring hver udkaster kan der dannes en lille støbefinne, og selve udkasteren kan også efterlade et mærke i emnet. Undertiden kan flere udkastere erstattes af en bevægelig kerne, eller en afriverplade, herved frigøres emnet når kernen trækkes ud, uden der efterledes spor i emnets overflade.
 |
 |
Udkasterne skal placeres så tæt som muligt ved de formelementer, som godset vil klemme over, navnlig faste kerner og fremspring, og støbegodset må ofte forsynes med forstærkninger, hvorpå udkasterne kan træde. Det er i øvrigt vigtigt at udstøderne virker således at der opstår tryk- og ikke trækspændinger i støbegodset, når emnet skybbes ud af formen.
 Giver en overvejende trykspænding. |
 Støbegodset vil klemme i formen, og udkasterbevægelsen vil give trækspændinger, som ødelægger emnet. |
Til top
Støbetolerancer
Trykstøbeværktøj er normalt fremstillet af kraftig hærdet stål. Imidlertid udvider formen sig mærkbart ved opvarmning og trækker sig tilsvarende sammen ved afkøling. Idet man ikke kan holde en konstant temperatur overalt i formværktøjet, må der gives et vist spillerum for bevægelige formdele (sidekerner). Samtidig vil de enkelte formdeles temperatur i støbeøjeblikket få indflydelse på støbegodsets dimensioner. Efter udkastningen kan godset frit trække sig sammen, men svindet på enhver godsdel afhænger af dens temperatur ved frigørelsen fra formværktøjet. Ændringer i støberytmen og i temperaturforholdene vil derfor medføre, at emnets dimensioner kan variere fra emne til emne. Dertil kommer, at det indstrømmende metal slider på formoverfladerne, specielt omkring og overfor indløbet, samt ved alle fremstående kanter.Påvirkningerne på formen bliver voldsommere jo højere støbetemperatur, der benyttes, og der må derfor gives størst tolerance ved støbning af messing og andre kobberlegeringer, mens de lavtsmeltende zinklegeringer kan støbes ved finere tolerancer.
|
Tolerancer for støbegods. Diameteren A og højden D bestemmes alene af den ene formpart og er kun behæftet med grundtolerancen. Derimod er koncentriciteten mellem diametrene A og B samt tykkelsen af godset ved C påvirket af formparternes samling, og tolerancen må øges med tillæget "over skillefladen". Godstykkelsen E og F er påvirket af unøjagtighed i både formparternenes samling og ved den bevægelige kerne, således at tolerancen yderligere øges med tillægget for den "bevægelige kerne". |
 Støbegodset vil klemme i formen, og udkasterbevægelsen vil give trækspændinger, som ødelægger emnet. |
Tolerancer for trykstøbt metalgods |
|||
| Måltolerancer | Zink-, bly og tin legeringer |
Aluminium- og magnesium- legeringer |
kobber legeringer |
| GrundtoleranceFor mål op til 25 mm, indenfor 1 formpart Kan skærpes til (opnåelig tol.) |
|
|
|
± 0,05 |
± 0,08 |
± 0,18 |
|
| Tillæg ved større mål: Pr. 25 mm, Kan skærpes til (opnåelig til. |
0,05 |
0,05 |
0,10 |
0,03 |
0,04 |
0,05 |
|
Tillæg ved mål over skillefladen: |
|||
|
Godsets areal2 cm op til 150cm2 Godsets areal2 fra 150 til 300cm2 Godsets areal2 fra 300 til 600cm2 Godsets areal2 fra 600 til 1200cm2 Godsets areal2 fra 1200 til 1800cm2 |
0,08 |
0,10 |
0,10 |
0,10 |
0,14 |
0,17 |
|
0,15 |
0,20 |
0,25 |
|
0,20 |
0,30 |
- |
|
0,30 |
0,40 |
- |
|
Tillæg ved mål, der påvirkes af bevægelige kerner: |
|||
|
Kernens areal2 cm op til 60cm2 Kernens areal2 fra 50 til 150cm2 Kernens areal2 fra 150 til 300cm2 |
0,08 |
0,10 |
0,10 |
0,10 |
0,14 |
0,17 |
|
0,15 |
0,20 |
0,25 |
|
Areal nævnt ovenfor i tabellen, er det projicerede areal i skillefladen.
For dimensioner, der ikke er specielt kritiske, bør man altid benytte den almindelige grundtolerance + tillæg, idet disse tolerancer kan overholdes ved løbende, hurtig produktion uden urimelige omkostninger til vedligeholdelse af værktøjet.Til top
Støbeteknik
Under støbeprocessen skal metallet fortrænge den luft, der findes i formhulrummet, og det skal derefter størkne under bibeholdelse af den ydre form, og så vidt mulig uden at der opstår sugninger, porøsitet eller andre fejl.Når metallet afkøles så hurtigt, er det vanskeligt at opnå en helt ensartet størkning og fuldstændig efterfødning af størkningssvindet. Små mængdet indesluttet luft forekommer også hyppigt, især ved trykstøbegods. Emnets udformning har stor betydning for både luftafgang og efterfødning, og vedkomplicerede emner kan det være nødvendigt at forbedre forholdene ved lokal opvarmning og afkøling af formdelene.
 De opadvendte bøsninger kan ikke fyldes tilfredsstillende. |
 Ribberne letter luftafgangen og giver uhindret metaletilførelse. |
 Metalstrålen vil ramme lige ind på den opretstående formpart, og man får en dårlig fyldning i toppen. |
Den tykkere og mere skrå flange tillader en skrå indstrømning, som giver en bedre fyldning. |
Der vil altid forekomme luftansamlinger i kompliceret eller forholdsvis tykvægget trykstøbegods.
Til top
Støbespændinger
Støbegodset udkastes af formen så hurtigt som muligt, og så snart det har opnået tilstrækkelig styrke til at tåle håndtering. Dette gøres for at undgå at metallets sammentrækning får støbegodset til at klemme fundstændig fast omkring kerner og fremspringende formpartier og i værste fald revne i de områder, der derved bliver udsat for trækspændinger. Der sker alligevel en betydelig sammentrækning, inden støbegodset udkastes. Små kerner, der er anbragt med stor afstand i formen, kan herved blive så hårdt belasted, at de ødelægges.
 Emnet belastes af de to kerner med støbegodsets svindkræfter, hvilket medfører besvær ved udtrækning og evt. ødelæggelse af kernerne. |
 støbeværktøjet er konstrueret således at svindkræfterne optages af den ene formpart eller evt. af en fast kerne. |
Til top
Godstykkelser
Den mindste godstykkelse, man kan støbe, er bestemt ved, at metallet ikke må afkøles og størkne hurtigere, end at de fjerntliggende patrier af godset kan nå at blive fuldstøbt. Minimumtykkelsen vkser derfor med støbegodsets størrelse og afhænger især af arealet af den eller de flader, der ønskes støbt med mindst mulig tykkelse.
Mindste godstykkelse ved trykstøbning |
||||
| Fladens areal i cm2 | Under 25 |
25 - 100 |
100 - 500 |
over 500 |
| Messing Letmetal Zinklegeringer |
1,5 - 2 |
2 - 2,5 |
2,5 - 3 |
3 - 4 |
Til top
Til top
Rundinger
Indadgående hjørner må ikke være skarpe, fordi skarpe hjørner i formværktøjet let kan beskadiges og slides, og fordi skarpe hjørner giver hvirveldannelse i metalstrømmen og kan forårsage varmerevner under sammentrækningen, foruden at de svækker det færdige gods. På trykstøbegods benyttes mindre radier for at undgå s´kadelige metalansamlinger.
Rundinger og radier på trykstøbegods |
||
| Rundinger | Indvendig |
Udvendig |
| Messing Letmetal Zinklegeringer |
0,5 - 1 × T (min. 1 mm) |
T + indvendig radius |
Ved krydsende vægge vil der altid forekomme godsansamlinger, som er vanskelige at efterføde. Virkningen mindskes ved at give T-formet tværsnit, det vil sige Y-formede kryds åbnes og X-formede kryds undgås ved at forskyde den ene væg, så der i stedet forekommer 2 T-formede samlinger med en afstand på mindst 2 × godstykkelsen, derudover bør vælges rundingsradier så små som muligt.
 Giver for srore materiale ansamlinger. |
 Benyt hellere denne model. |
 Giver for srore materiale ansamlinger. |
 Benyt hellere denne model. |
Til top
Indløb
I trykstøbeforme skal man sørge for at undgå at placere kerner umiddelbart foran indløbet, idet man risikerer, at metallet brænder fast på kernerne.
For indløbsdybden gælder følgende retningslinier
|
 |
Indløbet Vertikal trykstøbemaskine består af et stang indløb og en støbekanal
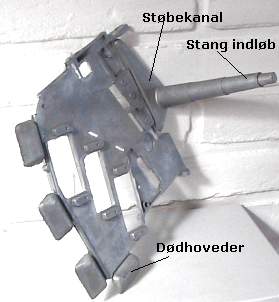 Fra en koldkammer vertikal trykstøbemaskine. |
 |
 Fra en koldkammer vertikal trykstøbemaskine. |
 Fra en koldkammer horisontal trykstøbemaskine. |
 Fra en koldkammer horisintal trykstøbemaskine. |
 Fra en koldkammer horisontal trykstøbemaskine. |
Til top